| 嬀柺壛岺僷乕僣僼傿乕僟乕偺惢嶌 | 04丂丂12/05 |
揹夝尋杹偱摝偘傞偲曗嫮側偳傪徣偐偹偽側傜偢丄暋嶨側僷乕僣僼傿乕僟乕偺応崌庤杹偒傪偡傞偺偱偡偑忋庤偔偱偒傑偣傫偱偟偨丅
僼僃儖僩僶僼+惵朹偱杹偔偲徟偘偰偟傑偄傑偡丒丒丒丒
崱夞丄偄傠偄傠嵽椏傪懙偊偰僗僥儞儗僗偺嬀柺壛岺曽朄傪峫偊偰傒傑偟偨丅
|
僒儞僟乕偼3戜偼昁梫偱偡丄僶僼傪晅偗偨傑傑偵偟側偄偲岠棪偑埆偄偐傜偱偡丅 嵍抂乽擔棫惢丂630倂丂4300ppm乿丂恀傫拞乽俤俙俼俿俫丂俵俙俶丂500倂丂5500乣11000ppm乿丂塃抂乽擔棫惢丂520倂丂12000ppm乿 俤俙俼俿俫丂俵俙俶偼崱夞偺杹偒偺偨傔偵峸擖偟偨偺偱偡偑丄傗傗僩儖僋晄懌丠偐側丒丒丒夞揮悢偑抶偄傛偆側婥傕偟傑偡丅 |

|
僒儞僟乕傪峸擖偡傞応崌偺拲堄揰 嵍偺僒儞僟乕偼丄婡夿屻晹偵乽僩僌儖僗僀僢僠乿偑晅偒丄塃偺僒儞僟乕偼乽僗儔僀僪僗僀僢僠乿偑婡夿忋晹偵晅偄偰偄傑偡丅 嵍偺僒儞僟乕偺傛偆偵婡夿屻晹偵僩僌儖僗僀僢僠偺偁傞僞僀僾偼丄揹尮僐乕僪偱僗僀僢僠偑擖傞応崌偑偁傞偺偱梫拲堄偱偡丅 丒丒丒偨偩偟丄擔棫偺僒儞僟乕偼堦枩墌嬤偔丄俤俙俼俿俫丂俵俙俶偼3800墌偱偟偨丅 僒儞僟乕傪巊梡偡傞偲偒偼丄昁偢婡夿杮懱傪曅庤偱帩偪丄揹尮傪擖傟偰偔偩偝偄丅 杮懱僗僀僢僠傪擖傟傞応崌傕丄昁偢婡夿杮懱傪帩偭偰偔偩偝偄丅 夞揮僩儖僋偑戝偒偄偱偡偐傜丄娫堘偭偰僗僀僢僠偑擖偭偰偄傞忬懺偱偡偲傂偠傚偆偵婋尟偱偡丅 |

|
堦斣忋丄擔棫僒儞僟乕偲噴儗僕僩儞丂僟僀僫儈僢僋儂僀乕儖丂仈400丂彎庢傝偵嵟揔 埲壓丄愗嶍椡偺嫮偄弴斣偵暲傋傑偟偨丅 忋抜嵍丄戝偒側儁乕僷乕僨傿僗僋丒儕乕儑價偺億儕僢僔儍乕偺晅懏昳丅 忋抜嵍偐傜2斣栚偐傜丂噴儗僕僩儞丂僨傿僗僋丒僑乕儖僪僨傿僗僋仈60丒僔儖僶乕僨傿僗僋仈60 拞抜嵍偐傜丂丂噴儗僕僩儞丂僔儖僶乕僨傿僗僋仈80丒俤俙俼俿俫丂俵俙俶晅懏儁乕僷乕僨傿僗僋丒噴儗僕僩儞丂僗億儞僕僨傿僗僋仈320丒僗億儞僕僨傿僗僋仈1000 壓抜嵍偐傜丂噴儗僕僩儞丂僟僀僫儈僢僋儂僀乕儖丂仈80丒噴僀僠僌僠丂BS僗僐乕儔僀僩僨傿僗僋仈240丒BS僗僐乕儔僀僩僨傿僗僋仈400丒僼僃儖僩僨傿僗僋H壛岺昳 |

|
僐儞僷僂儞僪丄忋偐傜噴岝梲幮丂僒僀僓乕46丒姅僀僠僌僠丂屌宍僶僼尋杹嵻丂敀朹丒惵朹 |

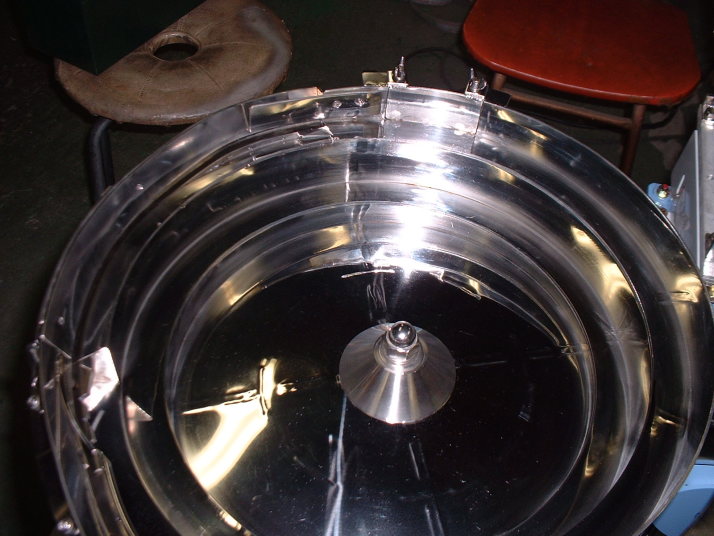
| 僷乕僣僼傿乕僟乕傪杹偔偵偁偨偭偰慺嵽偵怺偄彎偑柍偄帠丄偙傟偑戝帠偱偡丅 怺偄彎傪徚偟偰嬀柺傑偱帩偭偰偄偔偺偼偁偒傜傔偰偔偩偝偄丅 嬌椡丄愺偄彎傕偮偗側偄両慺嵽偺庢傝埖偄偱巇忋偑傝偑曄傢傝傑偡丅 |
|||||
|
|||||
|
|||||
|
|||||
|