|
����ȉ��H���ł��܂��A���W |
02�@06/21 |
|
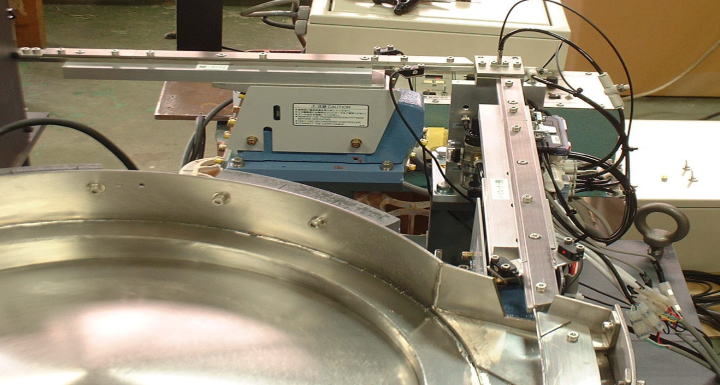
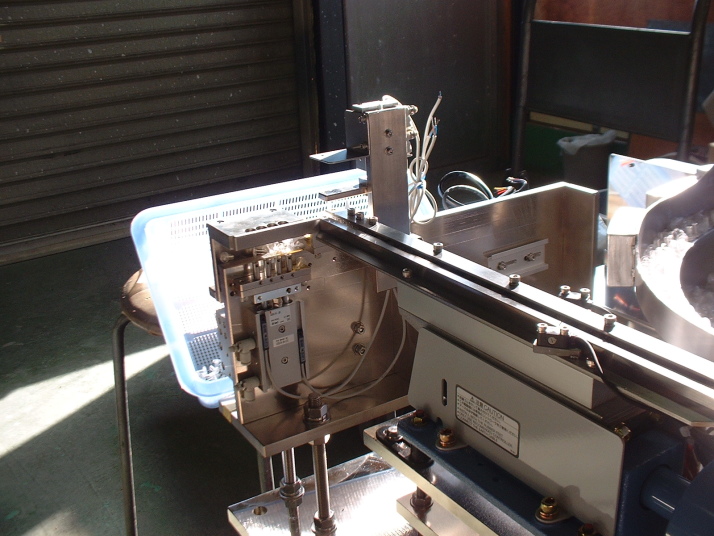
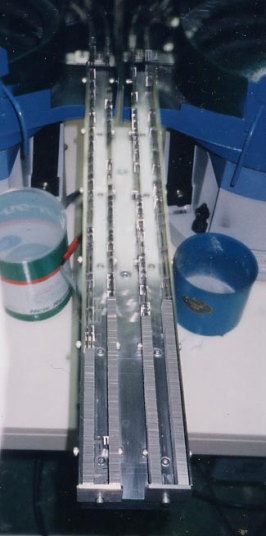
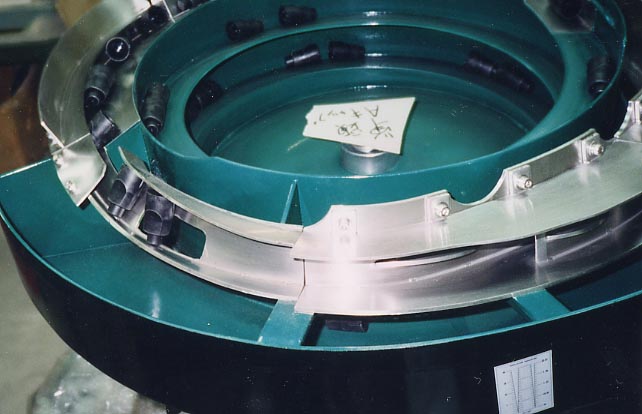
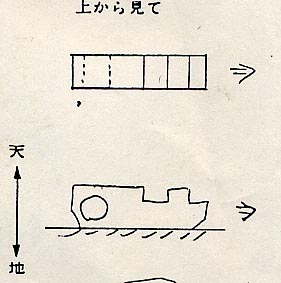
�i�t�����[�N�̑O�㔻�ʑ��u
�摜���N���b�N����Ƒ傫�ȉ摜���o�܂��B
|
|
|
��0.7�~���̃s�����A��O�̃p�[�c�t�B�[�_�[�ň��ɋ������A�����t�B�[�_�[�őI�ʑ��u�ɑ��荞�݂܂��B
��0.7�~���̃s���ɂ���A��0.5�~���̍a�̑O�㔻�ʂ����A�����ɒ����t�B�[�_�[�Ŕ������܂��B |
|
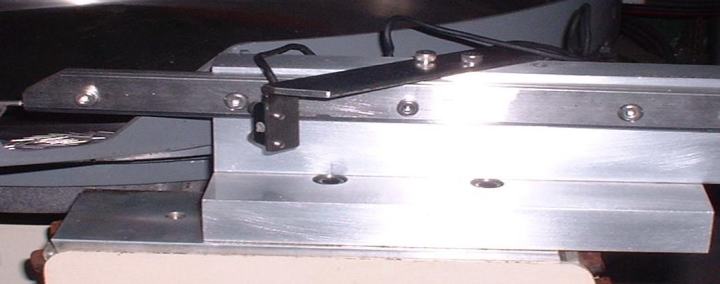
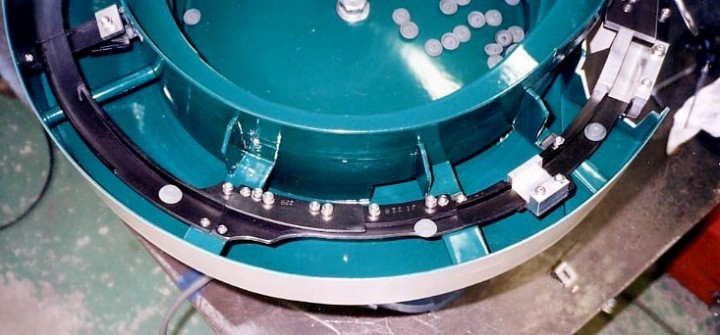
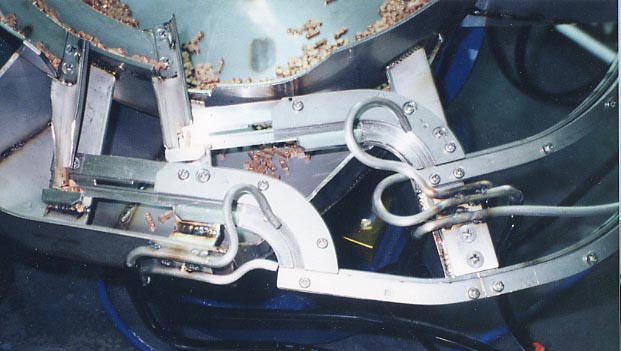
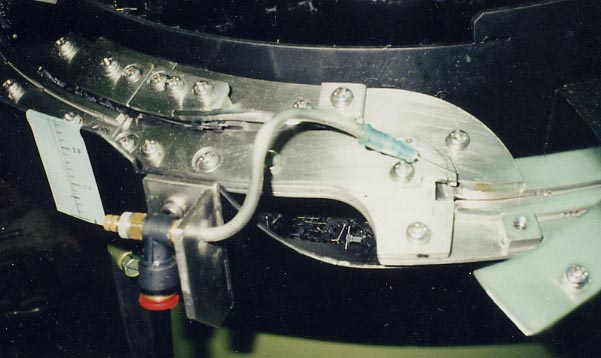
�i�t�����[�N�̖��t�Z���T�[
|
< |
|
��1.5�@X�@L�@15�@�Œi�t�����H������Ă��āA�ꕔ��0.7�@X�@L�@5�@�̕��������郏�[�N�B
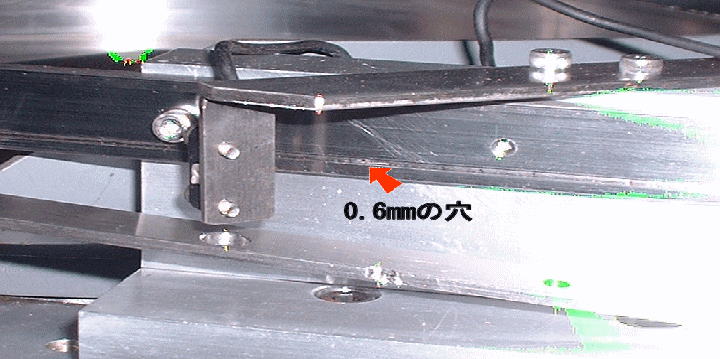
�ʏ�̃Z���T�[�p�̉��H�ł͓��߂��Ă��܂����߁A�Z���T�[�p�̌�����0.6�ŊJ���Ă��܂��B
|
|
|
�Z���T�[�̎��t���p�x��50�x�Ƃ�A���[�N���m�̐ړ_�����m���Ȃ��ݒ�ɂ��Ă��܂��B
���͋C���ɖ��������邽�߁A�ʏ������ɂ���V���[�g�𗧂Č����ɂ��A�����������ʂɕt�����邱�Ƃ�h���ł��܂��B
�Z���T�[�̌����������ɊJ���邱�Ƃɂ��A�����ɂ��g���u�������炷�H�v�����Ă��܂��B |
|
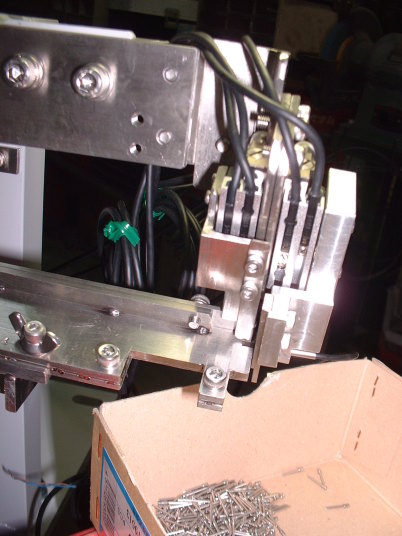
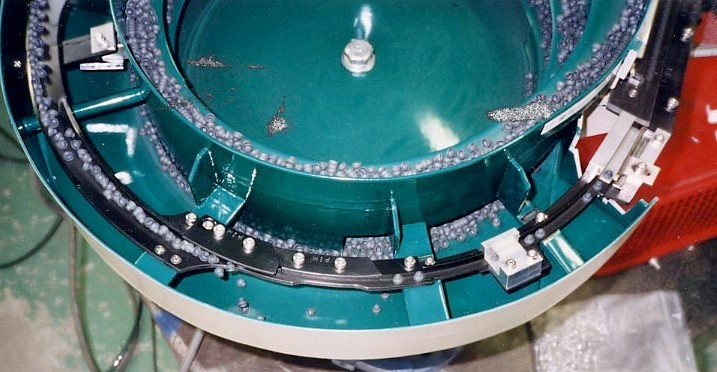
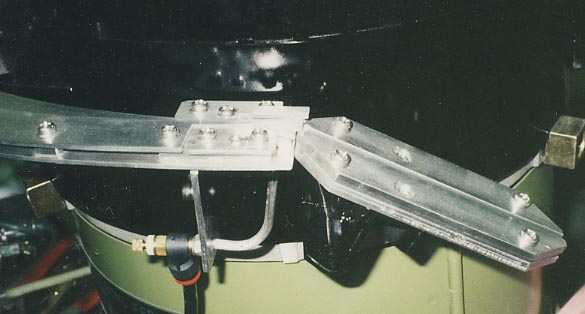
���[�N�����p��o�����u�@
�V���b�^�[
|
|
|
�����t�B�[�_�[�A�V���[�g��[�Ń��[�N�����鑕�u�ł��B |
|
����r�o�@
�I�ʂ����G�ŁA�����ł��Ȃ����[�N�𑽗�ɐU�蕪���܂��B
|
|
|
1����S��ɃT�[�{���[�^�[�ŐU�蕪���A�V�����_�[�Ń��[�N����ɓ˂��o������Ԃőҋ@���鑕�u�ł��B
���[�N�������Ȃ�ƁA���_�ɖ߂蓮����J��Ԃ��܂��B |
|
|
|
2��Ŕr�o��A���i���̃V�����_�[��4��ɐU�蕪���A�V�����_�[�Ń��[�N����ɓ˂��o������Ԃőҋ@���鑕�u�ł��B
���[�N�������Ȃ�ƁA���_�ɖ߂蓮����J��Ԃ��܂��B |
|
|
|
1���10��ɃT�[�{���[�^�[�ŐU�蕪���A�V�����_�[�Ń��[�N����ɓ˂��o������Ԃőҋ@���鑕�u�ł��B
���[�N�������Ȃ�ƁA���_�ɖ߂蓮����J��Ԃ��܂��B |
|
�n�� �@�@
|
|
|
�O�a��1.5X���a��0.8�̃p�C�v���A���S���n�ڂ���B
�X�e�����X�p�C�v�̓�����0.35�ł��B
�O�a��4X���a��2�̃p�C�v�����X�ɍi���āA�O�a��1.5X���a��0.8�̃p�C�v�̃p�C�v�ɂȂ��Ă��܂��B |
|
|
|
�O�a��4X���a��2�̃p�C�v�ɊO�a��2X���a��0.8�̃p�C�v���A���S���n�ڂŒ����Ă��܂��B
�G�A�[�̕��o�����Ɏg�p���܂��B
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@02�@08/26 |
|
���[�N�̔��]�E�p������
|
|
|
�X�e�����X�̔��d�˒��肵�āA���[�N���ʉ߂���悤�ɂ������̂ł��A�������琂���܂łЂ˂��Ă��܂��B
����ʉ߂��郏�[�N�́A������5�~������22�~���܂łŁA���݂�1.2�~���ł��B
�S�Ẵ��[�N���������Œʂ�悤�ɐ��삵�Ă��܂��B |
|
|
|
�t���C�X�ō�肾�����X�e�����X�̊p�ނ𐅕����琂���܂łЂ˂��Ă��܂��B
�m�b�ō�肾���ƁA�g���ł��Ȃ������Ȃ�܂��̂ŁA��ŋȂ��Đ��삵�܂��B�@�@�@�@�@�@�@ |
|
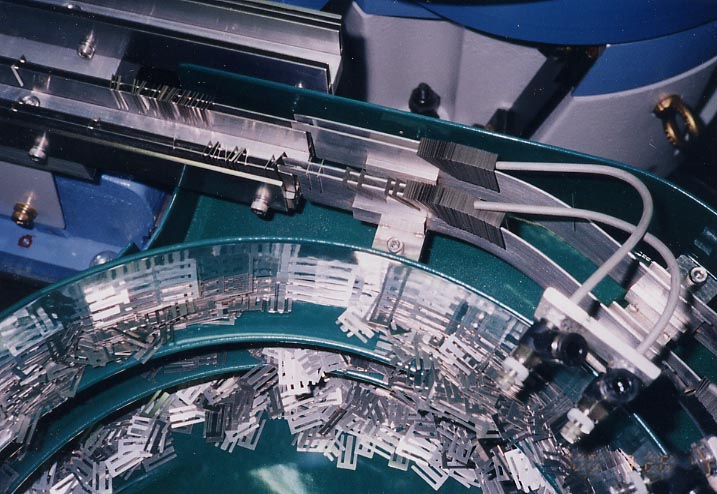
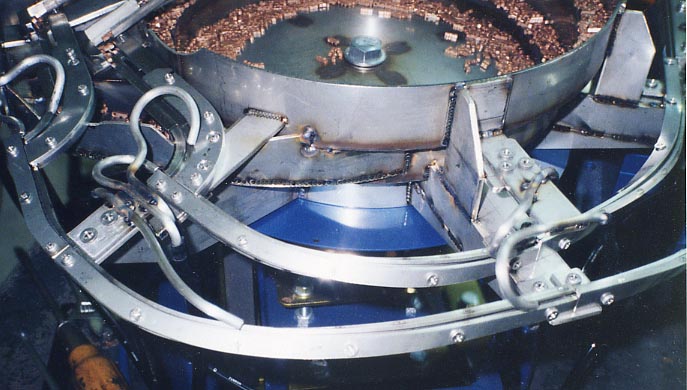
����r�o�p��
|
|
|
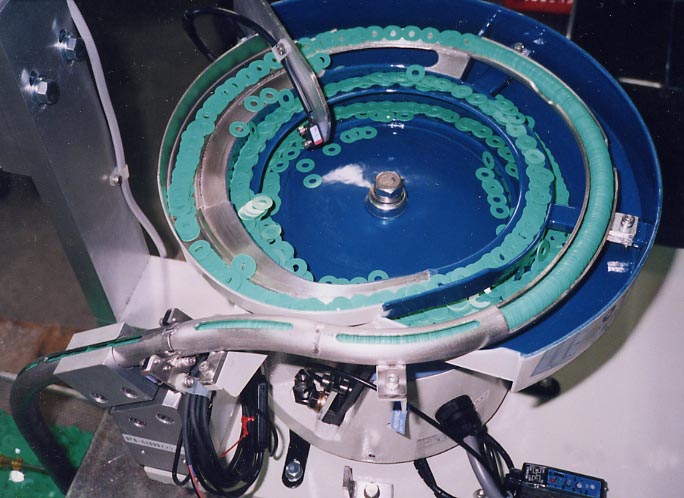
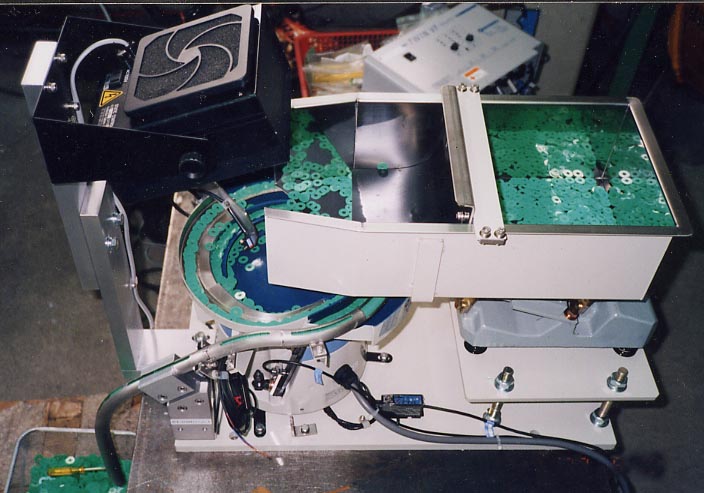
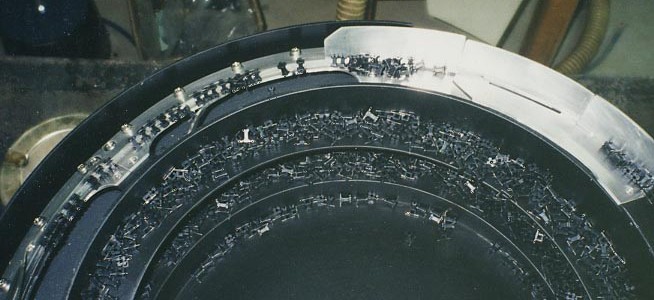
���i������̃p�[�c�t�B�[�_�[�Ő���r�o���܂��B
�ʐ^�̃p�[�c�t�B�[�_�[�́A3��ނ̃A�^�b�`�����g�̑g�ݍ��킹��10��ނ̃��[�N��r�o���܂��B�@�@�@�@�@02�@06/24 |
|
| �ʁ@���@����Ȍ`�̃��[�N�ō�����3�_�`6�_�A���a��6�`��14�܂ł�10��ނł��B |
|
|
|
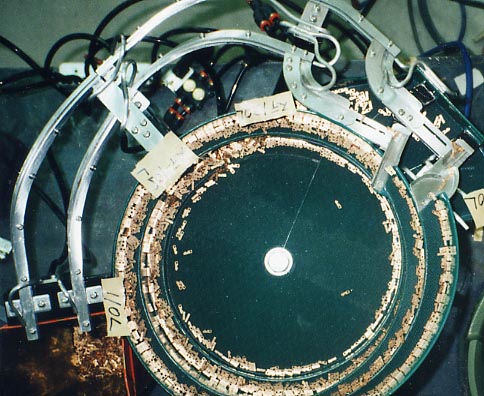
���������̃��[�N���s�b�`20�_��4��r�o���܂����B
�����t�B�[�_�[�̃V���[�g���}�K�W���Ƃ��Ďg�p���Ă��܂��B |
|
|
|
�������̃��b�V���[�𗧂ĂĐ����ɗ��Ƃ��Ă��܂��B
�z�b�p�[�ƐÓd�C�����u�����[���ꊇ���ɃZ�b�g���Ă��܂��B |
|
|
|
|
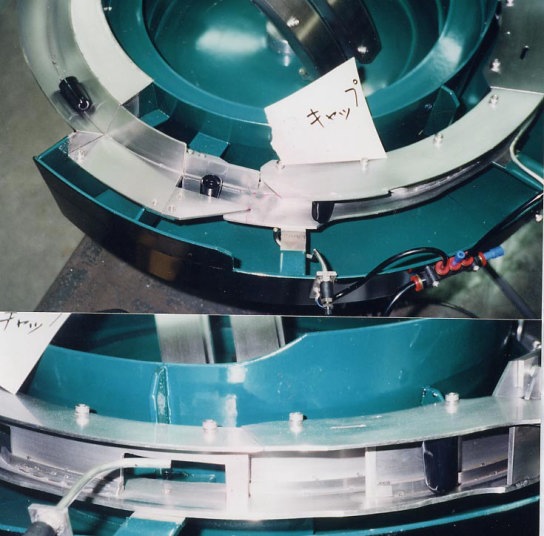
���̊ۂ��L���b�v�Ɠ��̐낪�����L���b�v���������ɔr�o���Ă��܂��B
2��r�o�ł��B
�@�@�@�@�@�@�@�@�@�@02�@06/26 |
|
�I�ʉ\�Ȏp������A�r�o�p����90�x������ϊ�����B
|
|
|
���[�N�̐茇�������ɂȂ��āA�����Ă����Ԃ���A�i�s������90�x�p����ϊ����āA��������180�x�P���ė������ɂ��Ĕr�o���Ă��܂��B
2��r�o�ł��B |
|
> |
 |
|
���[�N�͊ܖ����^���ł��B
���[�N��������o�Ă��邽�߃{�E�����ʂɎ�����\��t���Ă��܂��B
�X�e�����X�̃A�^�b�`�����g�ɒ���t�����߃G�A�[�ň������Ă��܂��B |
|
|
|
�����Ă�����Ԃ���A�i�s������90�x�p����ϊ����Ă���A��������Ńs����������A�s���̕t���Ă��镔�����O�����ɗ���̂��ŏI�r�o�����ɏo���Ői�s������90�x�p����ϊ����Ă��܂��B |
|
|
|
�A�^�b�`�����g�̕����ŁA�s�����O�����ʼn������ɑ����đI�ʂ��Ă��܂��B
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@02�@07/02 |
|
2��r�o�̃p�[�c�t�B�[�_�[�ŁA���t�Z���T�[���g�p���Đ��䂷��B
|
|
|
|
2��ɂ̂����A�Б������t�̏�Ԃ̎��ɂ́h���R�I�[�o�[�t���[�h���s���A2�t���ɂ̓p�[�c�t�B�_�[���~�����܂��B
�����̗�̋����ʂ𑽂����āA�K�����疞�t�ɂȂ�悤�ɐݒ�B
����̊p�x����A�����ő��s�����ăV���[�g�̌����h���ł��܂��B
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@02�@012/27 |
|
| �E�E�E�E�� |